Wir suchen Verstärkung! Aktuelle Stellenangebote
Messbar bessere Luft. Mehr Energieeffizienz. Sicherheit.

Hocheffiziente Filteranlage zur Reinigung der Luft von Stäuben, ölhaltigen oder emulsionsbehafteten Gasen in niedriger Konzentration.
Standardfertigung: 5 – 10 Werktage ab Auftragsbestätigung
Expressfertigung: 2 Werktage ab Auftragsbestätigung
Lieferung im Raum Kassel (Nordhessen)
Startseite » Filter- & Absauganlagen » ASAB
Der Aerosolabscheider ASAB nutzt ein mehrfiltriges System, um abgesaugte Prozessluft von Emulsionen, Ölnebeln und Stäuben zu befreien und so eine Verunreinigung der Umgebung zu vermeiden. Die variablen Filtermöglichkeiten bieten zahlreiche Anwendungsbereiche:
Aerosolabscheider entfernen zuverlässig:
Aerosolabscheider für den Einsatz in:
Der Öl- und Emulsionsnebelabscheider ASAB ist eine stationäre Anlage zur Abscheidung von vernebelten Ölen oder Emulsionen und Grobpartikeln aus der abgesaugten Luft von Prozessanlagen.
Um zu vermeiden, dass sich Schad- und Fremdstoffe in Fertigungshallen ausbreiten und beispielsweise als Ölfilm über Maschinen und Gebäudeteile legen, empfiehlt sich die Absaugung durch die Anlage direkt am Entstehungsort. Gerne legen wir den Aerosolabscheider individuell für Sie aus und fertigen passende Rohrleitungssysteme sowie leistungsstarke Erfassungselemente wie unsere Absaugwand.
Der Aerosolabscheider ASAB wird standardmäßig in drei Größen gefertigt. Während alle drei Modelle mit einem leistungsstarken Radialventilator ausgestattet sind, unterscheiden sie sich vor allem in der Zahl der Filter und den damit realisierbaren Volumenströmen. So ist eine effiziente Anlagennutzung garantiert, bei der der Aerosolabscheider genau die Leistung bringt, die Ihr Anwendungsfall benötigt.
Auch die variable Auswahl der Filtermedien sorgt für flexible Nutzungsmöglichkeiten der Anlage. TBC
Die hohe Standzeit der Filtermedien macht den ASAB wartungsarm und sorgt für geringe Folgekosten. Steht ein Wechsel der Filtermedien an, so können Sie den Emulsionsnebelabscheider bequem über einen Klappmechanismus öffnen.
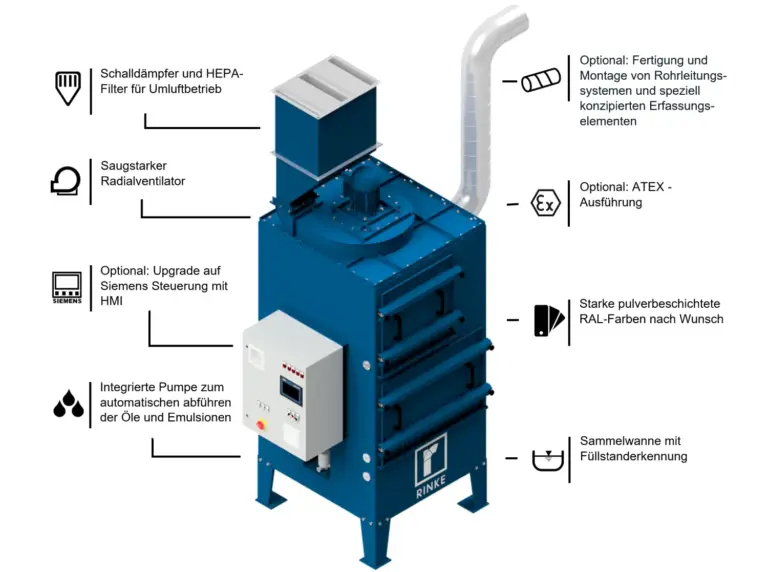
Die Reinigung des ASAB ist denkbar komfortabel: Dank der integrierten Pumpe lassen sich die abgeschiedenen Öle und Emulsionen ganz einfach automatisch abführen. Dabei zeigt die Füllstanderkennung der Sammelwanne auf einen Blick an, wann Handlungsbedarf besteht.
Wir gestalten Ihren ASAB gern in Ihren Wunschfarben, sodass sich die Anlage optisch in Ihren Betrieb einfügt. Hier stehen Ihnen alle RAL-Farben zur Verfügung. Die eingesetzte Pulverbeschichtung macht den Ölnebelabscheider widerstandsfähig gegen Kratzer, Abrieb, Chemikalien und Korrosion, was die Lebensdauer der robusten Anlagen zusätzlich erhöht.
Die standardmäßige Verbauung von Schalldämpfern im Umluftbetrieb machen den ASAB besonders leise und ermöglichen ein Arbeiten auch in direkter Nähe zur Anlage. Für ein angenehmes Arbeitsklima im Umluftbetrieb sorgt ebenso der Einsatz von HEPA-Filtern, der allerfeinste Schwebstoffe entfernt und damit unmittelbar Mitarbeiter schützt.
Unser Aerosolabscheider ist natürlich auch in der ATEX-Ausführung erhältlich und kann damit ebenso in explosionsgefährdeten Bereichen genutzt werden.
Die Aktivkohle der RINKE Filteranlagen lässt sich in verschiedenen sogenannten Festbetten in Ihrem Aktivkohleadsorber verbauen. Die richtige Wahl des Festbettes hängt dabei sowohl von Ihren Platzmöglichkeiten als auch von der Menge der zu filternden Stoffe ab. Wir beraten Sie gerne bei der Auswahl für Ihren Bedarf.
Patronen
Kassetten
Schüttgüter
Die in unseren Festbetttypen verwendete Aktivkohle zur Adsorption lässt sich für fast alle organischen Verbindungen einsetzen. Durch bestimmte Herstellungsarten und nachträgliche Behandlung, z.B. durch Imprägnierungen und Anpassung der Form, erstellen wir auch die für Sie optimale Variante eines Kohleadsorptionssystem zur Abluftfilterung, Geruchsneutralisation oder Emissionsreduktion. Hier erfahren Sie im Detail, wie die Adsorption mit Aktivkohle funktioniert.
Aktuell führen wir in unserem Portfolio folgende Aktivkohlen:

Der Öl- und Emulsionsnebelabscheider ASAB wird stationär eingesetzt und nutzt ein mehrstufiges System zur Abscheidung von vernebelten Ölen oder Emulsionen und Grobpartikeln aus der abgesaugten Luft von Prozessanlagen.
Im ersten Schritt werden die Ölnebel oder Emulsionen über einen Luftstrom in die Anlage und gegen eine Prallwand geführt. Hier im Vorabscheider, einem Alustrickgewirk, werden größere Emulsionen abgeschieden und in eine Ölauffangwanne geleitet.
Der Luftstrom verlangsamt sich und wird aufwärts zunächst durch das Hauptfilterelement, die Ölfiltertaschen geleitet, um restliche Tröpfchen zu filtern.
Im dritten Schritt durchströmt die Luft den Nachfilter, der feinste Schwebstoffe entfernt, sodass eine emulsionsfreie Luft gewährleistet werden kann.
Die abgeschiedenen Öle und Emulsionen werden in einer Sammelwanne aufgefangen und über eine Pumpe aus den Filteranlagen abgelassen, sodass sie fachgerecht entsorgt werden können.
Am effektivsten ist es, die Emissionen direkt am Entstehungsort abzusaugen. Dadurch wird vermieden, dass sich die Fremdstoffe in der Fertigungsstätte ausbreiten und es zu Verunreinigungen kommt.

Ihr Ansprechpartner
Andreas Delhey
Projektleiter Lufttechnikk / Maschinenbautechniker
E-Mail: delhey@rinke-gmbh.de